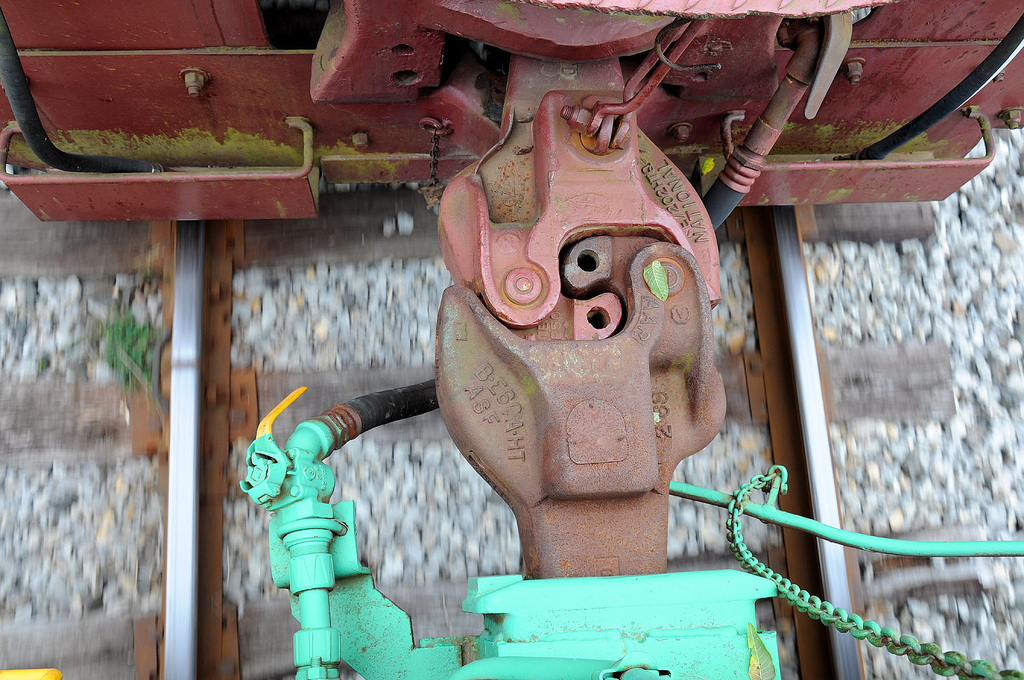
The next time you watch a quartet of six-motor diesels go grinding past with an 11,000-ton unit coal train, consider that all that horsepower is being transmitted through the train by a mere 11-inch-high chunk of steel at the end of each car. This simple little device – the “knuckle” – is the key part of one of railroading’s most durable components: the standard coupler.
Coupler evolution
U.S. railroads used the link-and-pin coupler through most of the 19th century. It was simply an iron loop, or link, that was held in sockets on adjoining cars by a vertical pin. As cars came together for coupling, it was necessary for a switchman to guide the link in the socket by hand, then drop the pin through the link at the right instant. It was supposedly possible for the switchman to hold up the link with a stick, but in reality the switchman had to stand between the cars during coupling. Thousands of railroaders lost fingers and limbs – or their lives – in the link-and-pin era.
The forerunner of today’s coupler arrived after passage of the Federal Safety Appliance Act of 1893 and a subsequent amendment in 1898, which required adoption of a coupler that would connect on impact and remove the necessity of putting a man between the cars.
The law sparked numerous inventions and designs, but the industry soon decided on a swinging-knuckle proposal submitted by Major Eli H. Janney. In 1916, the Association of American Railroads adopted the Janney-design Type D coupler. It featured interchangeable parts that could be produced by any of the industry’s suppliers.
Today’s standard freight-car coupler is the Type E, a Janney “clasped-hand” device that couples automatically when one or both knuckles are open and cars are pushed together. Upon impact, the knuckle swings into the closed position and a lock drops in place, securing the coupling. The coupling is not completely tight; between the knuckles there is a little space, or “slack.”
Cars are uncoupled by lifting a lever that reaches from the coupler to the side of the car, making it unnecessary for a switchman to place himself between cars during coupling. Lifting the lever unlocks the knuckle and lets it swing open, allowing the cars to be pulled away from each other.
Modern coupler types and technology
The Type E coupler, designed in 1932, does not interlock in the vertical direction. While closed Type E couplers will separate only in the most extreme circumstances. This lack of a vertical interlock led to development of Type E shelf couplers and Type F and H couplers. Using varying “locking” features (e.g., top and bottom shelves and machined interlockings), these more intricate couplers in most cases will prevent disengagement during a derailment, reducing the chances of a train jackknifing, or cars puncturing each other.
The bottom-shelf Type E was adopted as the industry standard following extensive testing in the 1970s. The Type F coupler is commonly found on hazardous-material tank cars, while the even more complex Type H “tight-lock” is standard on passenger cars.
Evidence of the value of Type H couplers was provided in the May 18, 1986, derailment of a Norfolk Southern steam excursion train in the Great Dismal Swamp near Suffolk, Va. The train had 23 cars, all equipped with tight-locks except for three older ex-Southern heavyweight cars, two of which jackknifed. Most of the 18 people who were seriously injured were riding in those two cars.
The accident sent a shock wave throughout the recreational railroad industry and led passenger excursion operators to adopt the Type H coupler as standard. All cars on Amtrak’s roster are equipped with tight-lock couplers, and the company requires such couplers on all privately owned passenger cars the company hauls. This requirement has led most active owners of older, non-streamlined cars to install Type H’s; others have removed their cars from mainline activity.
Research into coupler improvements falls to the AAR and the Railway Progress Institute and their joint committee on couplers. Other than the Type E bottom-shelf, most recent improvements have not been dramatic, but rather focused on improvements in metallurgy, repair techniques, and the manufacturing process.
The AAR issues a manual of recommended practices for coupler use and maintenance, along with standards for interchange. The association also includes couplers in its quality assurance programs, which cover a number of freight car components. Manufacturers are certified by AAR auditors.
With the decline in North American carbuilding in recent years there has been a corresponding shrinkage in coupler manufacturing. As recently as 1984 eight companies made AAR couplers, but today there are only four: McConway & Torley Corp. of Pittsburgh, Pa.; ASF-Keystone of Chicago; National Castings Inc. of Lisle, Ill.; and Buckeye Steel Castings of Columbus, Ohio.
Together these companies manufacture about 180,000 couplers per year, with 40,000 to 50,000 sold to carbuilders for new cars and the rest going to the repair market. McConway & Torley, ASF, and National each garner about 30-plus percent of annual coupler sales, with Buckeye having about 5 percent. Prices for a new coupler vary. A National Model 21SB-E60DE (Type E) sells for about $300; a Model 21F70CE (Type F) for about $400.
The “automatic” coupler is not fully automatic; after coupling, a switchman still must climb between the cars to connect the air hoses for the brakes.
Fully automatic couplers are used in situations where cars are captive and not interchanged, such as on transit systems. Research on fully automatic couplers for North American freight trains has been conducted, but no economically practical way of installing them on the nation’s 1.4 million freight cars has been found. Instead, researchers at the AAR’s technical center in Chicago and its test center in Pueblo, Colo., are concentrating on new technologies in the field of slack reduction, heralded in the 1980’s by the widespread use of articulated double-stack and other slackless-drawbar cars.